






Your Cart Is Empty
✖No products in the cart.

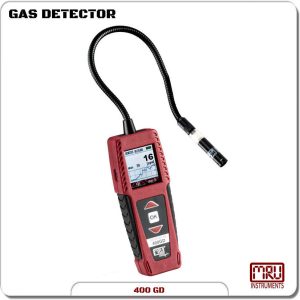
TWO compact devices with easy interchangeable sensor heads for multiple applications Smart sensor Quick change…
TWO compact devices with easy interchangeable sensor heads for multiple applications Smart sensor Quick change system Plug & play sensors with automatic device recognition.
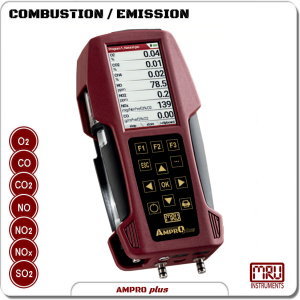

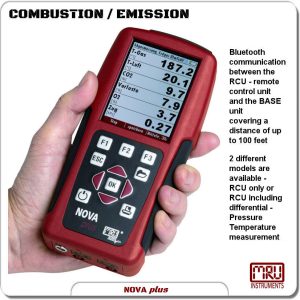
Take control of your emissions, with the power of our reliable AMPROplus Up to 7…
Take control of your emissions, with the power of our reliable AMPROplus Up to 7 gas parameters, plus temperature, pressure, and flow +4yr Long-life O2 sensor Active CO sensor protection Powerful Li-ion battery provides up to 20hrs of operating time Extensive probe selection Easy Bluetooth connection to the powerful MRU4U App or printer

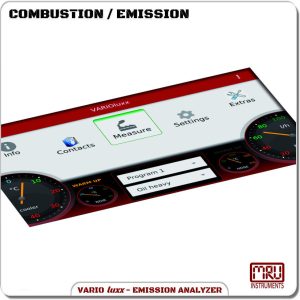
Portable stack gas emission analyzer for long time measurements of industrial combustions Most suitable for…
Portable stack gas emission analyzer for long time measurements of industrial combustions Most suitable for precise low Nox measurements and other toxic gas emissions measurement All important interfaces are available, such as Ethernet (LAN), WLAN, Bluetooth, USB, RS485, 8 channel analog Outputs. Lithium-ion battery operation, including gas cooler and measurement technology.
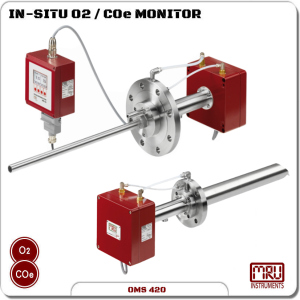

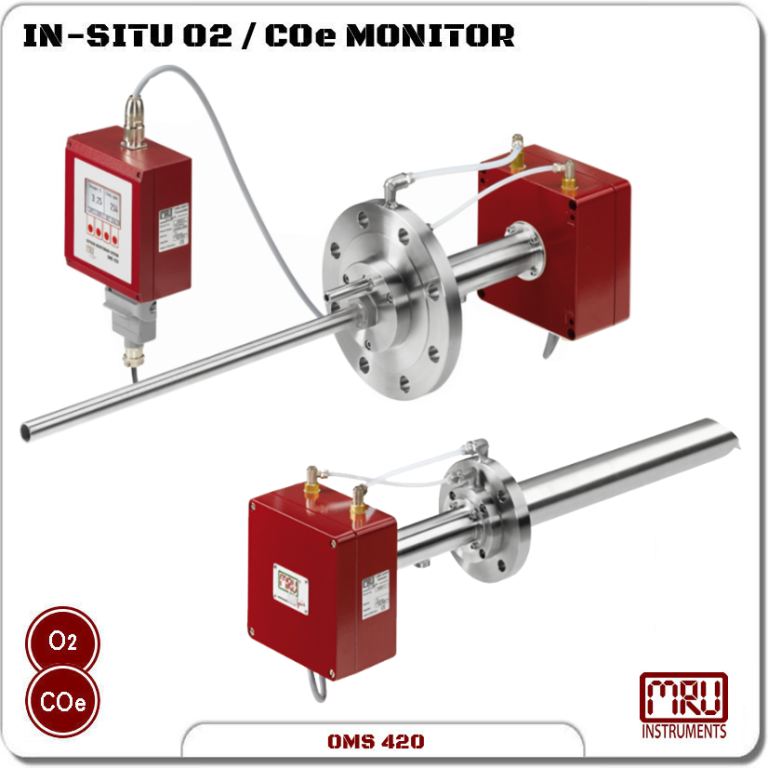
In-Situ Oxygen and Combustibles (COe) Transmitter All combustions with flue gas temperatures up to max.…
In-Situ Oxygen and Combustibles (COe) Transmitter All combustions with flue gas temperatures up to max. 3,092 °F (1,700 °C) (4 different models, Compact / RT / HT & EX) Die casting aluminum enclosure with electronics, keyboard, up-front display of O₂ and COe* COe measurement without the need of dilution Compressed air back-purge for RT / HT and EX model

Simplify compliance testing and ensure success with our dependable, user-friendly combustion emissions analyzer Combination of…
Simplify compliance testing and ensure success with our dependable, user-friendly combustion emissions analyzer Combination of infrared measurement technology and electrochemical sensors Automatic measuring program with data recording Automatic zero-point measurement for long-term measurements


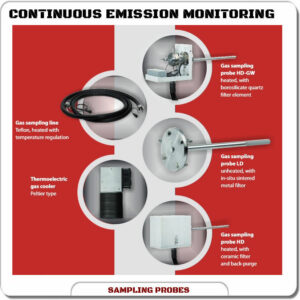
Complete CEM system for emissions monitoring dual heat exchanger M&C Peltier gas cooler with double…
Complete CEM system for emissions monitoring dual heat exchanger M&C Peltier gas cooler with double automatic condensate draining pumps Efficient sample gas filtration using PTFE sintered particulate filter Condensate monitoring and alarm on display and gas sampling stop in case of alarm Filtration of acid gases to protect the internal sample gas flow sensor

Stationary Analyzer for Continuous Emission Monitoring up to 6 gas simultaneous measurement Advanced sample gas…
Stationary Analyzer for Continuous Emission Monitoring up to 6 gas simultaneous measurement Advanced sample gas preparation for fast and reliable measurements Simple installation, ready to run delivery and easy to maintain. Heated gas sampling probe


Best-in-class flue gas emission analyzer for long time measurements of industrial combustions Precise and very…
Best-in-class flue gas emission analyzer for long time measurements of industrial combustions Precise and very stable non dispersive infrared (NDIR) technique, for enhanced long time measurements. Up to 8 gas NDIR measurement Remote control via smartphone or tablet


Versatility Redefined: The Pressure Manometer Analyzer - Your Ultimate Multifunctional Tool! Precision multi-functional manometer FIVE…
Versatility Redefined: The Pressure Manometer Analyzer - Your Ultimate Multifunctional Tool! Precision multi-functional manometer FIVE different models Ranges +/- 3″ H2O to 100 PSI Accuracy to 0.5% Bluetooth, USB, IR and SD card interfaces
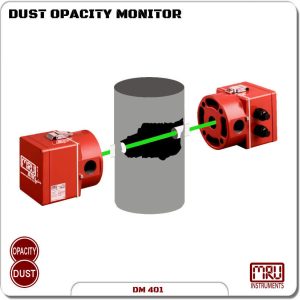
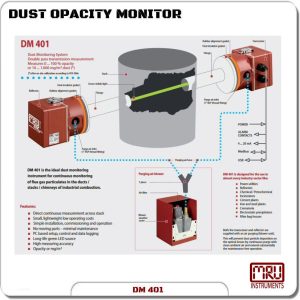
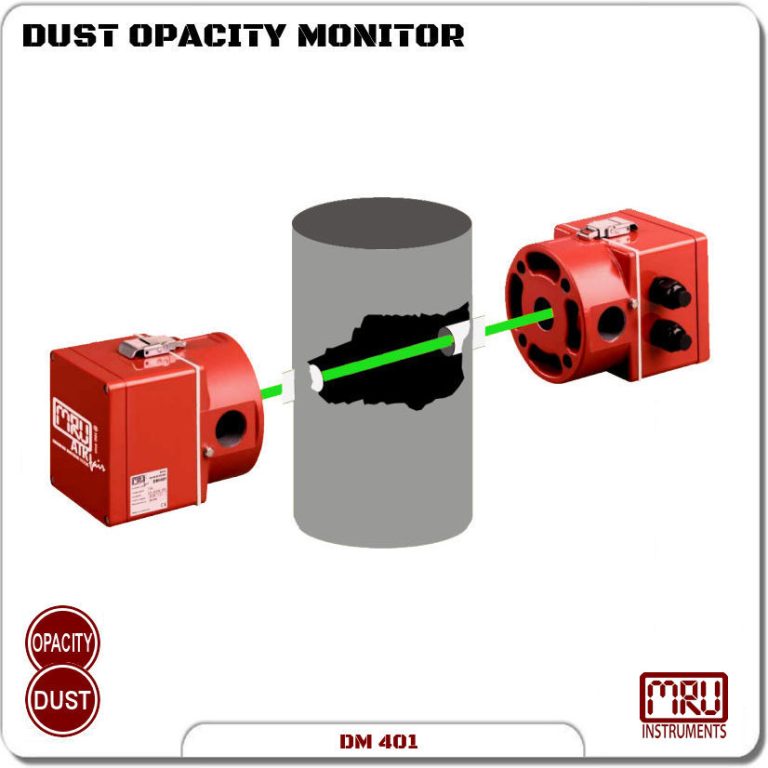
DUST OPACITY MONITORING SYSTEM. Double pass opacity monitor. Continuous in-situ measurement. Double pass opacity monitor…
DUST OPACITY MONITORING SYSTEM. Double pass opacity monitor. Continuous in-situ measurement. Double pass opacity monitor Small and light-weight Low operating cost Minimal maintenance – no moving parts Long Life green LED

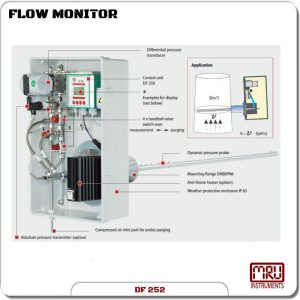
Gas flow velocity and flow rate measurement Flow rate calculation (m3/sec) after entering the stack…
Gas flow velocity and flow rate measurement Flow rate calculation (m3/sec) after entering the stack surface. With flue gas temperature and absolute pressure measurements With optional heater for low ambient temperature and optional blow-back for dusty flue gas Unit in weatherproof glass fiber housing
No products in the cart.